Since I had my welder (Hobart 120) rebuilt (part failure) and had to replace my gas gauge with a higher quality gauge I have noticed that there is a lot more "soot" than before and it is seemingly getting progressively worse.
I am getting gas (75/25), and the holes in the handle are clean and open, new nozzle, new tip and the gas setting is where the instructions say to set it. The wire (.023) is new (for a 10# roll anyway) and everything else checks out OK. The soot runs from a chocolate brown to a black and, as I said, it is getting heavier all the time to a point where it is seemingly affecting the welding. I can get a good bead, then it starts flaring, spitting and then it skips and jumps and lays down a light bead then a heavy bead. I polish the area/parts to be joined before I weld including putting a taper in at the seam. I use a sanding wheel, a rotary wire brush, a Scotchbrite disc on my 1”, 2”, 3” angle grinder mandrels and make sure the cleaned area shines and free of burrs.
Got any ideas?
Lee
welding question
-
zippyghia
- Posts: 11
- Joined: Tue Nov 01, 2011 1:49 pm
Re: welding question
Difficult to diagnose with just a description,do you have any photos of the said issue??
-
Ol'fogasaurus
- Posts: 17881
- Joined: Mon Nov 13, 2006 10:17 pm
Re: welding question
It will be a while but I will try to get some.
Lee
Lee
-
Skidmark

- Posts: 3506
- Joined: Mon Aug 28, 2006 7:19 pm
Re: welding question
What gasses and what material are you welding? Also, what filler metal?
"Your car sounds angry, and it wants to go fast all the time..."
(quote from my daughter, after driving my car)
It's not complicated, it's just expensive...
(quote from my daughter, after driving my car)
It's not complicated, it's just expensive...
-
DesertGuy
- Posts: 2303
- Joined: Sun Aug 27, 2006 7:45 pm
Re: welding question
Is your bottle open, hear gas at the nozzle and did you set your new gauge to the right flow? Are you still showing the right gas flow when the trigger is pulled?
-
Big Dave

- Posts: 3208
- Joined: Tue May 17, 2005 4:31 pm
Re: welding question
Lee,
More details on the consumables might help... to include brand and type.
What I key into though is you said the welder was rebuilt, and that the problem is getting worse. That sounds like a welder problem to me. Does it seem to get worse as the welder heats up, Ie. Is the 10th weld of the day always worse than the first one of the day, or does it weld consistently and the welds are progressively getting worse over time (days, weeks, etc)?
More details on the consumables might help... to include brand and type.
What I key into though is you said the welder was rebuilt, and that the problem is getting worse. That sounds like a welder problem to me. Does it seem to get worse as the welder heats up, Ie. Is the 10th weld of the day always worse than the first one of the day, or does it weld consistently and the welds are progressively getting worse over time (days, weeks, etc)?
I don't always show my signature. But when I do, it's in this area.
-
Ol'fogasaurus
- Posts: 17881
- Joined: Mon Nov 13, 2006 10:17 pm
Re: welding question
The gas is 25% Carbon Dioxide and 75% Argon. The new gauge is USG (the old one that came with the machine would not shut off/work correctly and I was going though gas at a high rate. Is the gas flowing, it seems to be but hearing it, I am starting to loose my hearing which is a mixed blessing.
The filler is a general purpose wire. I’ll get that later as wifie-poo is chomping at the bit to get me working on her projects.
The fix to the welder as I remember was simple fix as a diode had gone bad and the welder would not work. It really worked better after than it did when it was new but then it seems to burn hotter. Since I had the eye surgery and was two years in the healing to get to where I could see well enough to weld, I had to learn all over again. I got a new auto darkening helmet which did help me see so much better but I don’t think that is the problem anymore.

This was done several weeks ago.
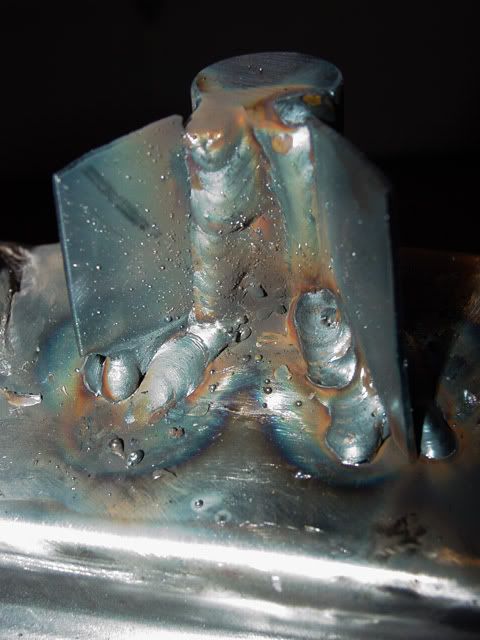
This is the mess from yesterday.
The vertical weld was first then the lower one w with all the spitting and stuff. The lower bead is a draw back pass after the first pass. On the other side I had a couple of fires, yellow in color though the welding mask. Mass spitting and explosions/eruptions (Mt. St. Helens was a minor thing compared to this) then a blow though; after that, things settled down again but still sticky welds and hard to make a good pass. The weld is solid but there are holes I need to fill so that salt doesn’t get into them as this shock tower has a lot of rust inside as near as I can tell. Everything and I mean everything was polished before I started to weld.
I’m beginning to think it is the welder now and not as much about me (I am still part of the problem though).
Lee
The filler is a general purpose wire. I’ll get that later as wifie-poo is chomping at the bit to get me working on her projects.
The fix to the welder as I remember was simple fix as a diode had gone bad and the welder would not work. It really worked better after than it did when it was new but then it seems to burn hotter. Since I had the eye surgery and was two years in the healing to get to where I could see well enough to weld, I had to learn all over again. I got a new auto darkening helmet which did help me see so much better but I don’t think that is the problem anymore.
This was done several weeks ago.
This is the mess from yesterday.
The vertical weld was first then the lower one w with all the spitting and stuff. The lower bead is a draw back pass after the first pass. On the other side I had a couple of fires, yellow in color though the welding mask. Mass spitting and explosions/eruptions (Mt. St. Helens was a minor thing compared to this) then a blow though; after that, things settled down again but still sticky welds and hard to make a good pass. The weld is solid but there are holes I need to fill so that salt doesn’t get into them as this shock tower has a lot of rust inside as near as I can tell. Everything and I mean everything was polished before I started to weld.
I’m beginning to think it is the welder now and not as much about me (I am still part of the problem though).
Lee
-
Ol'fogasaurus
- Posts: 17881
- Joined: Mon Nov 13, 2006 10:17 pm
Re: welding question
I went to the welding shop and they think I am getting some air into the system. He gave me some things to check (which I have done) and I am getting shielding gas out of the nozzle). If I get a chance I will try to weld tomorrow.
I was talking to him about MIG vs. TIG and about my Hobart 120 welder. He said that the 120 is still one of the best welders out there in the 120 vac size (my 135 isn't as good).
Lee
I was talking to him about MIG vs. TIG and about my Hobart 120 welder. He said that the 120 is still one of the best welders out there in the 120 vac size (my 135 isn't as good).
Lee
-
Stoned_Elvis
- Posts: 27
- Joined: Mon Sep 28, 2009 7:55 pm
Re: welding question
you gas line is fine. If it had air you would have porosity in your weld. It looks like you just have to play with the settings. some welds look cold and some look decent.
Check your ground connection. look inside the clamp and see if has a poor connection.
Is that a solid piece your trying to weld to or is it capped? Try welding same thickness pieces.I know that I get soot when I over heat the metal.
Post more picks. remember solid wire runs different vertical.
Check your ground connection. look inside the clamp and see if has a poor connection.
Is that a solid piece your trying to weld to or is it capped? Try welding same thickness pieces.I know that I get soot when I over heat the metal.
Post more picks. remember solid wire runs different vertical.
-
Ol'fogasaurus
- Posts: 17881
- Joined: Mon Nov 13, 2006 10:17 pm
Re: welding question
I went out and checked all the connections and there were tight and free of buildup. The whole area is pristine and there is no rust on the spool of welding wire.
Previous welds:



I had not thought about just simple over heating as I am trying to weld 14 gauge flat stock to both a 7/8 rod and .120 flat stock doubled onto something like .070 formed material so it could be my crummy welding skills combined with the large difference in materials causing the problem. I am trying to work down off the thicker material onto the thin material using a ¼” copper heat sink where I can.
Stoned_Elvis, could that also be the reason for the wire wanting to stick in places rather than moving along with the welding gun?
Thanks for the imput.
Lee
Previous welds:
I had not thought about just simple over heating as I am trying to weld 14 gauge flat stock to both a 7/8 rod and .120 flat stock doubled onto something like .070 formed material so it could be my crummy welding skills combined with the large difference in materials causing the problem. I am trying to work down off the thicker material onto the thin material using a ¼” copper heat sink where I can.
Stoned_Elvis, could that also be the reason for the wire wanting to stick in places rather than moving along with the welding gun?
Thanks for the imput.
Lee
-
zippyghia
- Posts: 11
- Joined: Tue Nov 01, 2011 1:49 pm
Re: welding question
Your doing it in the right possition, having the thicker materrial in the vertical plane as the heat rises. It looks like setting issues to me, and unsteady torch movement, soot can be caused by the arc flailing around with poor control 
-
Ol'fogasaurus
- Posts: 17881
- Joined: Mon Nov 13, 2006 10:17 pm
Re: welding question
zippyghia wrote:Your doing it in the right possition, having the thicker materrial in the vertical plane as the heat rises. It looks like setting issues to me, and unsteady torch movement, soot can be caused by the arc flailing around with poor control
Ya know, I think you may have hit the nail on the head Zippy. Everything so far has checked out with the welder other than I may change the ground clamp so it comes down to me and my welding skills, the settings and access to what I am welding. It is tight in there and unsteady torch movement has to be a real part of the problem; I can’t see what is going on because of the limited area (about a 1 1/2" by 1 3/4" box with the two torsion tubes reeking havoc with access to the rest of the area; maybe ½ on each side of the post and wings) and the nozzle in the way of seeing what has been done. And yes, quite often I am guessing at what I have done so far during the weld.
I do practice flailing around at night just to perfect my skills in this area.
Thanks for the ‘put as it may be dead on, at least for this area.
Lee
-
Stoned_Elvis
- Posts: 27
- Joined: Mon Sep 28, 2009 7:55 pm
Re: welding question
I dont think you need a heat sink. remember to keep the torch on the thickest piece. only flick your puddle into the thinner piece and go back to the thick. if you feel that you are welding to fast and seem to be out of control, slow down the wire and volts.
when welding around a tube let your gun do the work. All you have to do is rotate your wrist. that's why the gun is curved.
I think that can be welded once set up right. also weld all of it in the flat position. like the last post suggested.
break your welds up. I'm seeing from the pick that you could weld a bead and flip the beam and weld another bead. letting the other side cool off a tad.
one thing about welding is try different things. It may work better a different way.
as for the wire sticking, did you adjust your rollers?
good luck!
when welding around a tube let your gun do the work. All you have to do is rotate your wrist. that's why the gun is curved.
I think that can be welded once set up right. also weld all of it in the flat position. like the last post suggested.
break your welds up. I'm seeing from the pick that you could weld a bead and flip the beam and weld another bead. letting the other side cool off a tad.
one thing about welding is try different things. It may work better a different way.
as for the wire sticking, did you adjust your rollers?
good luck!
-
zippyghia
- Posts: 11
- Joined: Tue Nov 01, 2011 1:49 pm
Re: welding question
People say welding is easy (mig anyway) which it is once it's set up etc, but on a bad day, the harder you try, the worse it gets. Have a glass of JD, chill out, and have another go later. Get down your local fab shop and beg some scraps off them for practice, the consumables are cheap compared to a weld faliure out on the road Your nearly there with it 
-
Ol'fogasaurus
- Posts: 17881
- Joined: Mon Nov 13, 2006 10:17 pm
Re: welding question
The heat sink has been working, it is when I haven't used it in certain conditions that I have had blow though. After a part (diode I think ‘s been a while) replacement it burns hotter than it did originally.Stoned_Elvis wrote:I dont think you need a heat sink. remember to keep the torch on the thickest piece.
as for the wire sticking, did you adjust your rollers?
good luck!
I have readjusted the rollers, did it last night but haven't tried it since then
“I'm seeing from the pick that you could weld a bead and flip the beam and weld another bead.” Hey, I’m not a majorette, that sucker is heavy and awkward! I have to weld the bottom/underneath with the beam laying flat on a table which is very awkward rather than standing on end like the pictures I have posted were done.
Lee